In recent years, ultrasonic phased array testing has become a hot topic. In foreign countries, phased array testing technology is at a relatively mature stage, and this technology has been applied to non-destructive testing in various major fields. In China, although ultrasonic phased array detection technology has developed rapidly, and major instrument manufacturers have launched phased array detection equipment, and the technology has been hotly speculated, the technology in China is still in the development stage.
Domestic ultrasonic phased array technology testing lacks testing standards recognized by various industries, and there is no complete set of ultrasonic phased array testing technology guidelines. Although the “Draft for Comments on Phased Array Ultrasonic Testing Methods” was released at the end of 2013, which has certain guiding significance for the implementation of phased array testing, as of one and a half years ago, the standard has not been officially promulgated and implemented. . Therefore, phased array testing has not yet been recognized by various industries in China.
1.General principles
This process is suitable for phased array ultrasonic testing of full penetration fusion welded butt welded joints and tube seat fillet welds of carbon steel and low alloy steel base metals with a thickness of 8mm to 120mm.
This process is not suitable for ultrasonic testing of steel pipe butt welded joints with an outer diameter less than 32mm, pipe seat fillet welds with an inner diameter less than or equal to 200mm, nor is it suitable for longitudinal inspection of steel pipes with an outer diameter less than 250mm or a ratio of inner to outer diameter less than 80%. Ultrasonic testing of welded joints.
- Personnel qualifications
2.1 Personnel engaged in phased array ultrasonic testing should obtain Level II or above special qualifications in accordance with the requirements of relevant safety technical specifications before they can engage in testing work specified by the corresponding qualification level and bear corresponding technical responsibilities.
2.2 Phased array ultrasonic testing personnel should be familiar with the testing equipment used and must pass the theoretical and practical examinations before they can engage in testing work.
2.3 Phased array ultrasonic testing personnel should have practical testing experience and master certain basic knowledge of pressure equipment structure and manufacturing. - Instruments, probes, test blocks and couplant
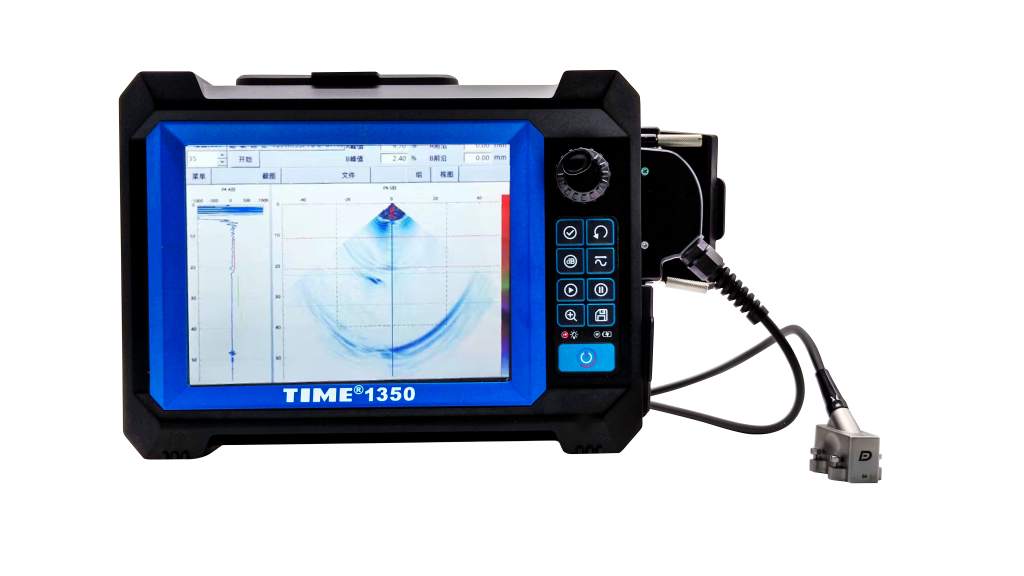
3.1 Phased Array Instruments
3.1.1 The ultrasonic phased array instrument should be of pulse echo type, with dB adjustment function, the minimum adjustment amount is 1dB, and include multiple independent pulse receiving channels. The system should be able to generate and display B-scan images and S-scan images, and be able to save them.
3.1.2 Phased array instruments should have focusing law setting software.
3.1.3 The phased array system should be able to save scan data and archive the data. Data can also be stored by connecting the instrument to a portable computer.
3.1.4 The phased array system should undergo calibration, self-calibration and periodic verification.
3.1.5 The instrument should be able to transmit and receive ultrasonic waves with a nominal frequency of 1MHz to 10MHz.
3.1.6 The instrument should be capable of digitizing the A-scan.
3.1.7 The instrument needs to be equipped with an angle amplitude compensation circuit (ACG) and a distance amplitude compensation circuit (TCG).
3.2 Phased array probe
3.2.1 The coupling method of the phased array probe and the wedge during calibration must be consistent with that during detection.
3.2.2 The phased array probe used to detect welds is a linear array probe.
3.2.3 The selection of the number, size and slope of array elements in the phased array probe should be determined according to the requirements of use.
3.2.4 The number of array elements in the probe used cannot exceed the maximum settable number of array elements of the phased array instrument in use.
3.2.5 If a refracting acoustic wedge is used to control the direction of the sound beam, the selection of the inclination angle of the wedge should be based on the following principles: the scanning range of the detection technology application must not exceed the manufacturer’s recommended limits for the probe and acoustic wave type.
3.3 Phased array probe chip operation performance verification
When inspectors have doubts about the operating capabilities of a particular element, check the element performance of the phased array probe.
3.4 Test block
3.4.1 Standard test blocks are CSK-ⅠA, CSK-ⅡA, CSK-ⅣA, GS, flat-bottomed hole test blocks, A-type test blocks, B-type test blocks, etc.
3.4.2 For testing curved surface parts, use comparison test blocks according to the shape of the workpiece.
3.4.2 Welding defect simulation test blocks are used for testing process verification.
3.5 The coupling agent is engine oil, paste, water or other ultrasonic coupling agent that does not damage the detection surface. The coupling agent used in the actual detection should be the same as that used when the detection system was set up and calibrated.