1.1 Phạm vi đo Bảng 9-10 Bảng phân loại khuyết tật theo chiều dài chỉ thị mm
Lớp
Độ dày tấm T
Độ dày tấm T
15-40
và gt;40~80
Ⅰ
≤10
≤1/4T
Ⅱ
≤15
≤1/3T
Ⅲ
Dành cho những người có chiều dài không lớn hơn Cấp II
Dành cho những người có chiều dài không lớn hơn Cấp II
Ⅲ dùng để chỉ những cái có chiều dài lớn hơn mức Ⅱ Lưu ý: Khi độ dày của các tấm ở cả hai phía của mối hàn đối đầu khác nhau thì tấm mỏng hơn sẽ được ưu tiên. Chương này áp dụng cho phép đo siêu âm độ dày của các tấm, đầu, xi lanh và vòi phun bằng cách sử dụng máy đo độ dày siêu âm đọc trực tiếp kỹ thuật số hoặc máy dò khuyết tật siêu âm phản xạ xung loại A.
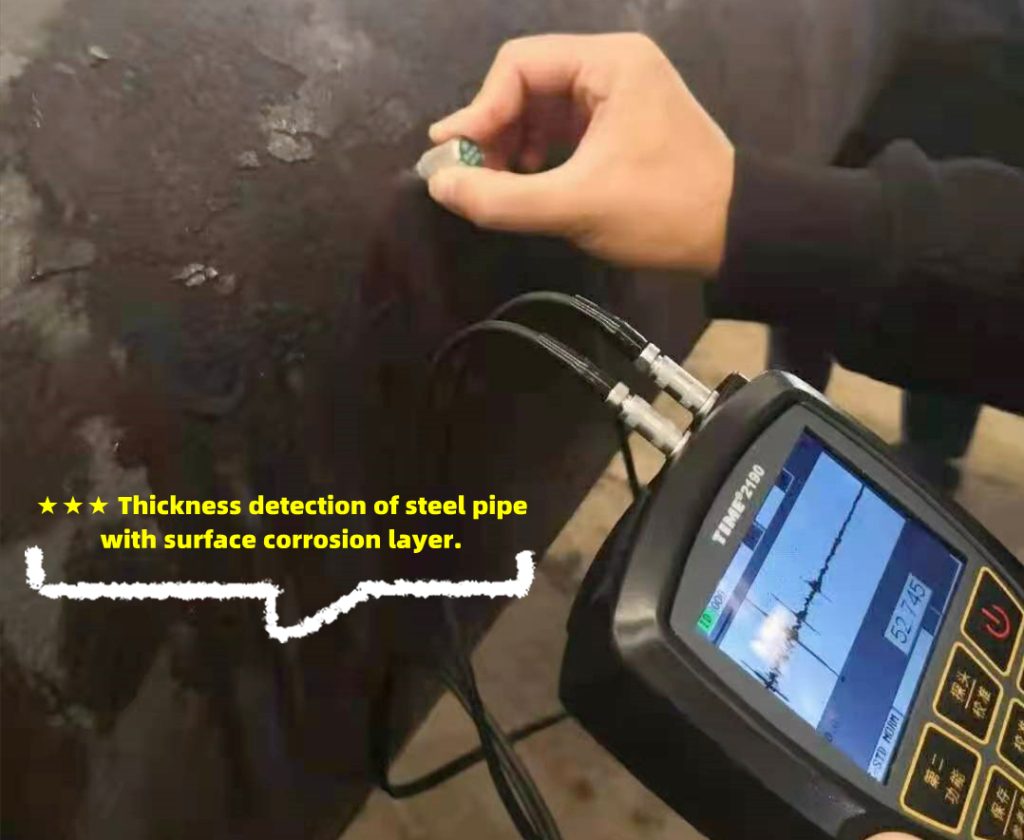
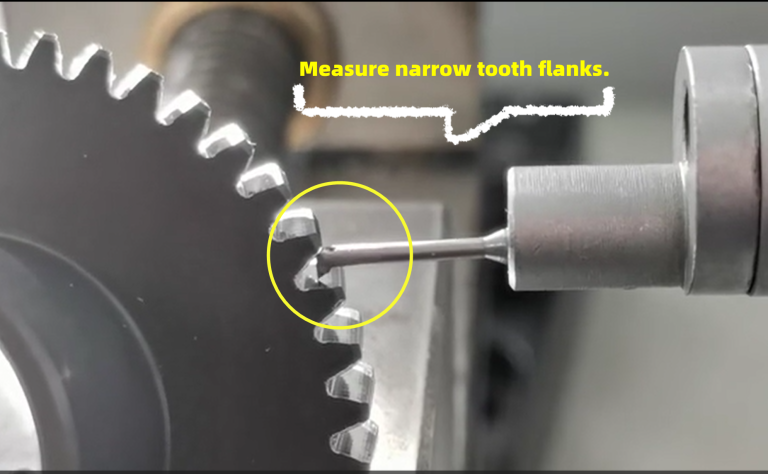
1.2 Phạm vi vận tốc âm thanh của một số vật liệu chính Phạm vi vận tốc âm thanh của một số vật liệu chính được thể hiện trong Bảng 10-1. Khi sử dụng, nếu cần thiết, nên đo tốc độ âm thanh thực tế của vật liệu. Bảng 10-1 Vận tốc âm thanh của một số vật liệu chính m/s Khi đo bằng đầu dò thẳng tinh thể kép, hướng của bề mặt phân chia được quay 90° và đo cùng một điểm đo hai lần. Giá trị nhỏ hơn sẽ được ưu tiên áp dụng. 1.8.3 ф30mm phương pháp đo đa điểm Khi giá trị đo không ổn định, phép đo đa điểm được thực hiện trong phạm vi 30 mm với một điểm đo làm tâm. Giá trị tối thiểu là HE. 1.8.4 Phương pháp đo độ dày thành ống Khi đo bằng một đầu dò thẳng, đường tâm của đầu dò phải vuông góc với đường tâm của trục ống và đi qua tâm của ống. Khi đo bằng đầu dò thẳng tinh thể kép, đường phân chia đầu dò phải vuông góc với đường tâm của trục ống.
1.3 Dụng cụ và đầu dò 1.3.1 Độ chính xác của máy đo độ dày siêu âm phải đạt ±(T phần trăm + 0,1) mm, trong đó T là độ dày thành. 1.3.2 Đo độ dày bằng siêu âm thường sử dụng đầu dò thẳng tinh thể đơn tiếp xúc trực tiếp và cũng có thể sử dụng đầu dò thẳng tinh thể đơn với khối trễ và đầu dò thẳng tinh thể kép. 1.3.3 Việc đo độ dày thành của mẫu thử nhiệt độ cao cần có đầu dò nhiệt độ cao đặc biệt. 1.4 Khối kiểm tra hiệu chuẩn 1.4.1 Các yêu cầu và kích thước cơ bản của khối kiểm tra được thể hiện trong Hình 10-1. 1.4.2 Khi đo độ dày của phôi cong, nên sử dụng khối kiểm tra có cùng độ cong hoặc khối kiểm tra phẳng phải được hiệu chỉnh. 1.5 Tác nhân ghép nối Theo điều kiện bề mặt và trở kháng âm thanh của phôi cần đo, nên chọn chất ghép không có bọt và độ nhớt thích hợp, chẳng hạn như glycerin, dầu động cơ, silicone, thủy tinh và bột nhão. Nếu bề mặt phôi thô ráp thì nên chọn chất kết dính dày hơn. 1.6 Hiệu chuẩn thiết bị 1.6.1 Hiệu chuẩn máy đo độ dày siêu âm a. Sử dụng khối kiểm tra từng bước và hiệu chỉnh ở độ dày gần với giá trị lớn nhất của độ dày cần đo và giá trị tối thiểu của độ dày cần đo (hoặc 1/2 giá trị lớn nhất của độ dày cần đo). b. Đặt đầu dò lên khối kiểm tra dày hơn và điều chỉnh núm “hiệu chỉnh tốc độ âm thanh” sao cho số đọc trên màn hình của máy đo độ dày gần với giá trị đã biết. c. Đặt đầu dò lên một khối kiểm tra mỏng hơn và điều chỉnh núm “hiệu chuẩn bằng 0” sao cho số đọc trên màn hình của máy đo độ dày gần với giá trị đã biết. d. Điều chỉnh nhiều lần để cả hai đầu của dải đo đều có số đọc chính xác và thiết bị được gỡ lỗi. e. Nếu biết tốc độ âm thanh của vật liệu, giá trị tốc độ âm thanh có thể được điều chỉnh trước, sau đó trên khối kiểm tra được gắn vào thiết bị, điều chỉnh núm “hiệu chuẩn bằng 0” để thiết bị hiển thị nước là độ dày của thử nghiệm chặn và công cụ được gỡ lỗi.
1.6.2 Hiệu chuẩn máy dò khuyết tật siêu âm a. Tương tự như 1.6.1 a. b. Đặt đầu dò lên một khối kiểm tra dày hơn và điều chỉnh núm “phạm vi quét” của thiết bị cho đến khi tiếng vang bề mặt phía dưới xuất hiện ở vị trí thang đo tương ứng.
c. Đặt đầu dò lên một khối kiểm tra mỏng hơn và điều chỉnh núm “quét trễ” của thiết bị cho đến khi tiếng vang bề mặt phía dưới xuất hiện ở vị trí thang đo tương ứng.
d. Lặp lại điều chỉnh cho đến khi tiếng vang bề mặt đáy trên cả khối kiểm tra dày và mỏng xuất hiện ở đúng vị trí thang đo và thiết bị đã được điều chỉnh. 1.7 Chuẩn bị đo Các vết gỉ nổi, vảy hoặc lớp phủ bong ra một phần trên bề mặt đo phải được làm sạch và nếu cần, chúng có thể được đánh bóng đúng cách bằng bánh mài. 1.8 Phương pháp đo Phương pháp chỉ thực hiện một phép đo tại điểm đo thường được áp dụng cho đầu dò thẳng đơn tinh thể. 1.8.2 Phương pháp đo thứ cấp
1.9 Xử lý các giá trị đo bất thường Khi sử dụng máy đo độ dày siêu âm để đo, đôi khi có thể xuất hiện các giá trị bất thường, cần phải xử lý đúng cách. 1.9.1 Không có giá trị hiển thị Nếu bán kính cong của phôi quá nhỏ hoặc có nhiều vết rỗ ở mặt sau, máy đo độ dày sẽ không hiển thị giá trị. Tại thời điểm này, nên sử dụng máy dò khuyết tật siêu âm để đo phụ trợ. 1.9.2 Giá trị hiển thị có độ dày gấp đôi thực tế Độ dày thành của phôi nhỏ hơn 3 mm và mặt sau tương đối mịn. Để tránh giá trị hiển thị của máy đo độ dày đôi khi gấp đôi độ dày thực tế, nên sử dụng đầu dò phạm vi nhỏ hoặc đầu dò đặc biệt. 1.9.3 Giá trị hiển thị nhỏ hơn độ dày thực tế Khi có các khuyết tật bên trong như tạp chất và lớp xen kẽ, giá trị hiển thị của máy đo độ dày thường nhỏ hơn 70% độ dày danh nghĩa. Lúc này, nên sử dụng máy dò khuyết tật siêu âm để phát hiện khu vực xung quanh điểm đo để xác nhận xem nó có bị ảnh hưởng bởi khuyết tật hay không. Đầu dò có thể là đầu dò thẳng hoặc đầu dò xiên. 1.10 Báo cáo Báo cáo ít nhất phải bao gồm các nội dung sau: a. Tên phôi, vật liệu, số hiệu và đơn vị vận hành; b. Model thiết bị, đầu dò, khối kiểm tra, tác nhân ghép nối và phương pháp đo; G. Vị trí và dữ liệu đo, phác thảo vị trí đo, giá trị tối đa và tối thiểu của dữ liệu đo, d. Người điều hành, người kiểm tra; e. Ngày đo.