Làm thế nào để chọn được máy đo độ cứng cầm tay phù hợp?
Máy đo độ cứng là thiết bị kiểm tra được sử dụng phổ biến trong nhiều lĩnh vực công nghiệp. Chúng được sử dụng để đo khả năng chống mài mòn, độ cứng và các tính chất vật lý quan trọng khác của vật liệu. Trong những năm gần đây, với sự tiến bộ của công nghệ, máy đo độ cứng cầm tay được sử dụng rộng rãi. Loại thiết bị này nhẹ, dễ vận hành và có thể dễ dàng áp dụng cho nhiều loại vật liệu và tình huống khác nhau.
Tuy nhiên, khi chọn máy đo độ cứng cầm tay, bạn cần đưa ra lựa chọn dựa trên nhu cầu ứng dụng cụ thể của mình. Bài viết này cung cấp phân tích chi tiết từ nhiều khía cạnh như mục tiêu phát hiện, công nghệ phát hiện và các yếu tố gây nhiễu bên ngoài, đồng thời đối sánh các giải pháp kiểm tra độ cứng tương ứng cho các tình huống khác nhau để giúp bạn đạt được kết quả gấp đôi với một nửa công sức.
Trước khi quyết định sử dụng máy đo độ cứng và phương pháp kiểm tra nhất định, phải phân tích môi trường ứng dụng. Các biến chính có trong bài kiểm tra cần được đánh giá để xác định máy đo độ cứng nào có ít tác động nhất đến kết quả kiểm tra. Ngoài ra, cần phải xem xét trước nhu cầu về tài liệu điện tử và các yêu cầu về vết lõm trên bề mặt thử nghiệm.
Trong hầu hết các trường hợp, kết quả kiểm tra đáng tin cậy yêu cầu kích thước vết lõm phải đáng kể so với cấu trúc vi mô của vật liệu. Do đó, khi kiểm tra vật liệu hạt thô, nên xem xét máy đo độ cứng Leeb có vết lõm lớn hơn trước, thay vì máy kiểm tra độ cứng Vickers hoặc máy kiểm tra độ cứng Rockwell, vì vết lõm của chúng tương đối nhỏ, điều đó cũng có nghĩa là hai sản phẩm sau phù hợp hơn với (nhưng không giới hạn) việc thử nghiệm các vật liệu hạt mịn và các bộ phận mỏng hoặc tấm kim loại có hình dạng và kích cỡ khác nhau.
Khi kiểm tra các vật liệu có hạt thô điển hình của các bộ phận lớn được rèn và đúc, máy đo độ cứng Leeb tạo ra các vết lõm lớn hơn các thiết bị khác, mang lại kết quả nhất quán hơn.
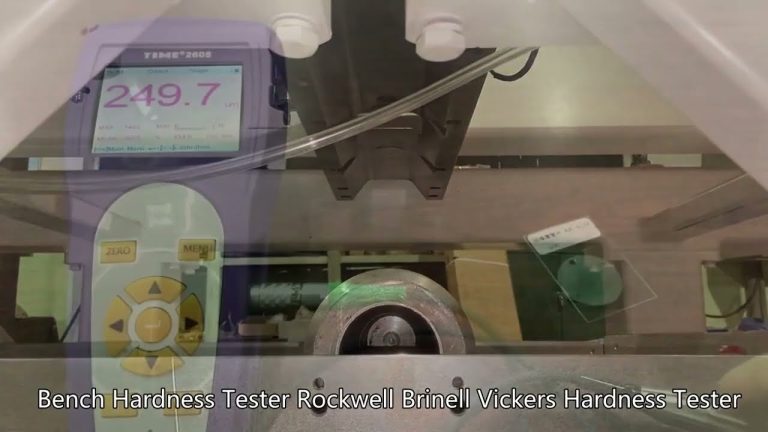
Tuy nhiên, đối với một số ứng dụng, chẳng hạn như thử nghiệm trên một diện tích nhỏ của vùng ảnh hưởng nhiệt (HAZ) để xác định xem quy trình hàn có đúng hay không, cần phải dựa vào các vết lõm nhỏ hơn được tạo ra bằng phương pháp Vickers hoặc nguyên lý đo độ xuyên Rockwell . Ở đây, đỉnh độ cứng cao chủ yếu được phát hiện. Nếu sử dụng phương pháp phục hồi, vết lõm lớn có thể bị ảnh hưởng bởi mối hàn hoặc kim loại cơ bản nên có thể không phát hiện được đỉnh này.