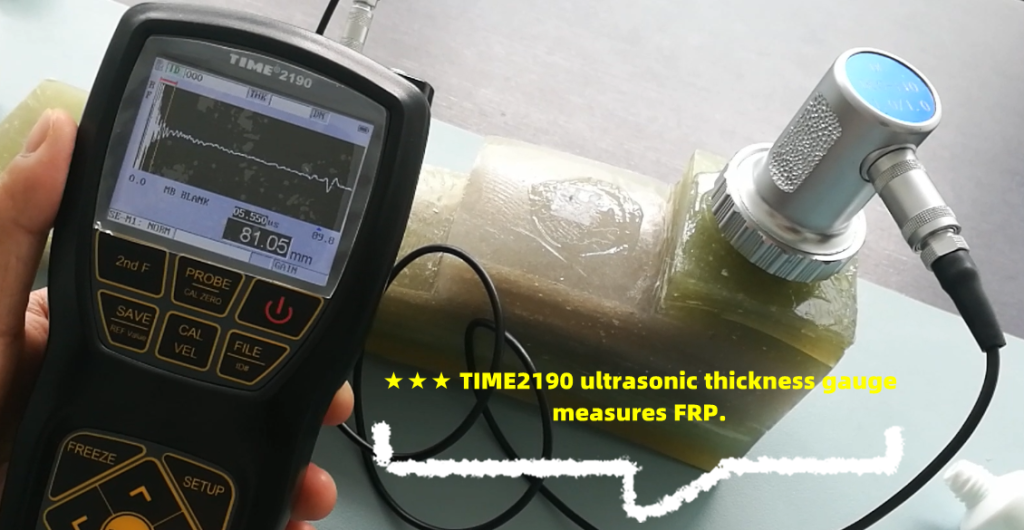
Советы по использованию ультразвукового толщиномера.
Общий метод измерения ультразвуковым толщиномером (1) С помощью щупа дважды измерьте толщину в одной точке. При двух измерениях разъемные поверхности щупа должны находиться под углом 90° друг к другу, а за величину толщины измеряемой детали принимается меньшее значение. (2) Метод многоточечного измерения 30 мм: если значение измерения нестабильно, выберите одну точку измерения в качестве центра и выполните несколько измерений в круге диаметром около 30 мм. Минимальное значение примите за толщину измеряемой детали.
Метод прецизионного измерения ультразвуковым толщиномером Увеличьте количество измерений вокруг указанной точки измерения, и изменение толщины будет представлено линиями одинаковой толщины.
Метод непрерывного измерения ультразвуковым толщиномером Используйте метод измерения по одной точке для непрерывного измерения вдоль указанного маршрута с интервалом не более 5 мм.
Метод измерения сетки ультразвукового толщиномера Нарисуйте сетку в указанной области и запишите результаты измерения толщины по точкам. Этот метод широко используется при мониторинге коррозии высоковольтного оборудования и футеровок из нержавеющей стали.
4. Факторы, влияющие на показания ультразвукового толщиномера (1) Шероховатость поверхности заготовки слишком велика, что приводит к плохой связи между датчиком и контактной поверхностью, низкому отраженному эхо-сигналу или даже невозможности приема эхо-сигналов. Для находящихся в эксплуатации оборудования и трубопроводов с поверхностной коррозией и крайне плохим эффектом сцепления поверхность можно обрабатывать шлифованием, шлифованием, опиливанием и другими методами для уменьшения шероховатости. В то же время слой оксида и краски также можно удалить, чтобы обнажить металлический блеск, чтобы зонд и испытуемый объект могли достичь хорошего эффекта сцепления с помощью связующего агента. (2) Радиус кривизны заготовки слишком мал, особенно при измерении толщины труб малого диаметра. Поскольку поверхность обычно используемого зонда плоская, контакт с изогнутой поверхностью является точечным или линейным, а коэффициент пропускания звука низкий (плохая связь). Специальный ультразвуковой толщиномер для небольших труб (6 мм) можно использовать для более точного измерения изогнутых материалов, таких как трубы. (3) Поверхность обнаружения не параллельна нижней поверхности, звуковая волна сталкивается с нижней поверхностью и рассеивается, и зонд не может принять сигнал донной волны. (4) Отливки и аустенитная сталь имеют неровную структуру или крупные зерна, и ультразвуковая волна при прохождении через них вызывает сильное затухание рассеяния. Рассеянная ультразвуковая волна распространяется по сложной траектории, что может привести к аннигиляции эха, что приведет к отсутствию отображения. Можно использовать специальный датчик для крупных зерен с более низкой частотой (2,5 МГц). (5) Контактная поверхность зонда имеет определенный износ. Поверхность обычно используемого толщиномера покрыта акриловой смолой. Длительное использование приведет к увеличению шероховатости поверхности, что приведет к снижению чувствительности и неправильному отображению. Вы можете использовать наждачную бумагу № 500, чтобы отполировать ее, чтобы сделать ее гладкой и обеспечить параллельность. Если он по-прежнему нестабильен, рассмотрите возможность замены зонда. (6) На задней стороне измеряемого объекта имеется большое количество коррозионных ямок. Поскольку на другой стороне измеряемого объекта имеются пятна ржавчины и коррозионные ямки, звуковая волна ослабляется, что приводит к неравномерным изменениям показаний, а в крайних случаях даже к их отсутствию. (7) В измеряемом объекте (например, трубах) имеются отложения. Когда акустический импеданс осадка и заготовки не сильно отличается, толщиномер отображает толщину стенки плюс толщину осадка. (8) При наличии дефектов внутри материала (например, включений, прослоек и т. д.) отображаемое значение составляет около 70 процентов номинальной толщины. В это время для дальнейшего обнаружения дефектов можно использовать ультразвуковой дефектоскоп. (9) Влияние температуры. Обычно скорость звука в твердых материалах уменьшается с повышением температуры. Экспериментальные данные показывают, что скорость звука уменьшается на 1 процент на каждые 100°С увеличения горячих материалов. Такая ситуация часто встречается для высокотемпературного эксплуатируемого оборудования. Следует использовать специальный высокотемпературный зонд (300-600°С). Не используйте обычный зонд. (10) Слоистые материалы, композиционные (неоднородные) материалы. Невозможно измерить несвязанные слоистые материалы, поскольку ультразвуковые волны не могут проникать в несвязанные пространства и не могут распространяться с одинаковой скоростью в композитных (неоднородных) материалах. Для оборудования, изготовленного из нескольких слоев материалов (например, оборудования высокого давления для мочевины), при измерении толщины следует уделять особое внимание. Толщиномер показывает только толщину слоя материала, контактирующего с зондом. (11) Влияние связующего агента. Соединяющий агент используется для удаления воздуха между датчиком и измеряемым объектом, чтобы ультразвуковые волны могли эффективно проникать в деталь для достижения цели обнаружения. Если тип или метод использования неправильный, это приведет к ошибкам или маркировке соединения будет мигать, и измерение станет невозможным. Выберите подходящий тип в зависимости от использования. При использовании на гладкой поверхности материала можно использовать связующее вещество низкой вязкости; при использовании на шероховатой поверхности, вертикальной поверхности и верхней поверхности следует использовать связующий агент высокой вязкости. Для высокотемпературных деталей следует использовать высокотемпературный связующий агент. Во-вторых, связующий агент следует использовать в соответствующем количестве и наносить равномерно. Как правило, связующий агент следует наносить на поверхность измеряемого материала. Однако, если температура измерения высокая, на зонд следует нанести связующий агент. (12) Неправильный выбор скорости звука. Перед измерением детали установите ее скорость звука в соответствии с типом материала или измерьте скорость звука на основе эталонного блока. Если прибор калибруется с использованием одного материала (испытательный образец обычно изготавливается из стали), а затем измеряется с использованием другого материала, результат будет неверным. Перед измерением необходимо правильно идентифицировать материал и выбрать подходящую скорость звука. (13) Влияние стресса. Большая часть оборудования и трубопроводов, находящихся в эксплуатации, находится под напряжением. Определенное влияние на скорость звука оказывает напряженное состояние твердых материалов. Когда направление напряжения соответствует направлению распространения, если напряжение является сжимающим, эффект напряжения увеличивает эластичность заготовки и ускоряет скорость звука; и наоборот, если напряжение является растягивающим, скорость звука замедляется. Когда напряжение не соответствует направлению распространения волны, траектория вибрации частицы нарушается напряжением во время волновой волны, и направление распространения волны отклоняется. Согласно данным, как правило, с увеличением напряжения скорость звука увеличивается медленно. (14) Влияние оксидов или лакокрасочных покрытий на поверхность металла. Хотя плотный антикоррозионный слой оксида или краски, образующийся на поверхности металла, плотно связан с основным материалом без видимой границы раздела, скорость распространения звука в двух веществах различна, что приводит к ошибкам, а размер ошибки варьируется. с толщиной покрытия.