Общие технологические процедуры для технологии ультразвукового контроля фазированной решетки.
В последние годы ультразвуковой контроль фазированных решеток стал горячей темой. В зарубежных странах технология контроля фазированных решеток находится на относительно зрелой стадии, и эта технология применяется для неразрушающего контроля в различных основных областях. В Китае, хотя технология ультразвукового обнаружения с фазированной решеткой быстро развивалась, и крупные производители приборов выпустили оборудование для обнаружения с фазированной решеткой, и эта технология вызывает горячие споры, технология в Китае все еще находится на стадии разработки.
В отечественных ультразвуковых испытаниях технологии фазированных решеток отсутствуют стандарты тестирования, признанные в различных отраслях, и не существует полного набора руководящих принципов технологии ультразвуковых испытаний фазированных решеток. Хотя в конце 2013 года был выпущен «Проект комментариев к методам ультразвукового контроля фазированных решеток», который имеет определенное руководящее значение для внедрения контроля фазированных решеток, по состоянию на полтора года назад стандарт официально не обнародован. и реализовано. . Таким образом, тестирование фазированных решеток еще не признано различными отраслями промышленности Китая.
1.Общие принципы Этот процесс подходит для ультразвукового контроля с фазированной решеткой стыковых сварных соединений плавлением с полным проплавлением и угловых швов седел труб из основных металлов из углеродистой стали и низколегированной стали толщиной от 8 мм до 120 мм. Этот процесс не подходит для ультразвукового контроля стыковых сварных соединений стальных труб с наружным диаметром менее 32 мм, угловых швов посадочных мест труб с внутренним диаметром менее или равным 200 мм, а также для продольного контроля стальных труб с внешний диаметр менее 250 мм или соотношение внутреннего диаметра к внешнему менее 80%. Ультразвуковой контроль сварных соединений.
Квалификация персонала 2.1 Персонал, занимающийся ультразвуковым контролем с фазированной решеткой, должен получить специальную квалификацию уровня II или выше в соответствии с требованиями соответствующих технических условий безопасности, прежде чем он сможет участвовать в испытательных работах, предусмотренных соответствующим уровнем квалификации, и нести соответствующие технические обязанности. 2.2 Персонал, занимающийся ультразвуковым контролем фазированной решетки, должен быть знаком с используемым испытательным оборудованием и должен сдать теоретические и практические экзамены, прежде чем он сможет приступить к работе по тестированию. 2.3 Персонал, занимающийся ультразвуковым контролем фазированной решетки, должен иметь практический опыт испытаний и владеть определенными базовыми знаниями в области конструкции и производства оборудования, работающего под давлением.
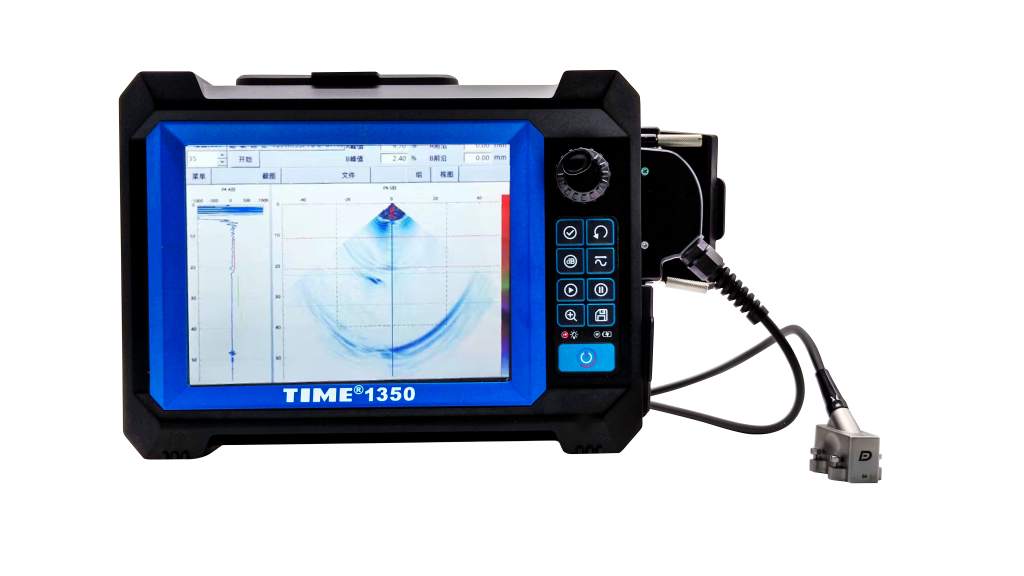
Приборы, датчики, тестовые блоки и контактная жидкость 3.1 Приборы с фазированной решеткой 3.1.1 Ультразвуковой прибор с фазированной решеткой должен быть импульсно-эхо-импульсным, с функцией регулировки дБ, минимальная величина регулировки составляет 1 дБ, и включать несколько независимых каналов приема импульсов. Система должна иметь возможность генерировать и отображать изображения B-скана и изображения S-скана, а также сохранять их. 3.1.2 Приборы с фазированной решеткой должны иметь программное обеспечение для настройки закона фокусировки. 3.1.3 Система фазированной решетки должна иметь возможность сохранять данные сканирования и архивировать данные. Данные также можно сохранить, подключив прибор к портативному компьютеру. 3.1.4 Система фазированной решетки должна подвергаться калибровке, самокалибровке и периодической проверке. 3.1.5 Прибор должен быть способен передавать и принимать ультразвуковые волны с номинальной частотой от 1 до 10 МГц. 3.1.6 Прибор должен иметь возможность оцифровки А-скана. 3.1.7 Прибор должен быть оборудован схемой компенсации амплитуды угла (ACG) и схемой компенсации амплитуды расстояния (TCG). 3.2 Датчик с фазированной решеткой 3.2.1 Метод соединения преобразователя с фазированной решеткой и призмы во время калибровки должен соответствовать методу соединения во время обнаружения. 3.2.2 Датчик с фазированной решеткой, используемый для обнаружения сварных швов, представляет собой датчик с линейной решеткой. 3.2.3 Выбор количества, размера и угла наклона элементов решетки в датчике с фазированной решеткой должен определяться в соответствии с требованиями использования. 3.2.4 Количество элементов решетки в используемом датчике не может превышать максимально устанавливаемое количество элементов решетки используемого прибора с фазированной решеткой. 3.2.5 Если для управления направлением звукового луча используется преломляющий акустический клин, выбор угла наклона клина должен основываться на следующих принципах: дальность сканирования применяемой технологии обнаружения не должна превышать указанную производителем рекомендуемые пределы для типа зонда и акустической волны. 3.3 Проверка работоспособности чипа зонда с фазированной решеткой Если у инспекторов возникают сомнения в работоспособности конкретного элемента, проверьте работоспособность элемента с помощью датчика ФАР. 3.4 Тестовый блок 3.4.1 Стандартными испытательными мерами являются CSK-ⅠA, CSK-ⅡA, CSK-ⅣA, GS, блоки для испытаний с плоским дном, блоки для испытаний типа А, блоки для испытаний типа B и т. д. 3.4.2 Для испытаний деталей с искривленной поверхностью используйте сравнительные образцы в соответствии с формой заготовки. 3.4.2 Образцы для моделирования сварочных дефектов используются для проверки процесса испытаний. 3.5 В качестве связующего агента используется моторное масло, паста, вода или другой ультразвуковой связующий агент, который не повреждает поверхность обнаружения. Агент связи, используемый при фактическом обнаружении, должен быть таким же, как тот, который использовался при настройке и калибровке системы обнаружения.