There are many factors that affect the ultrasonic thickness gauge when measuring.
- The surface roughness of the workpiece is too large, resulting in poor coupling between the probe and the contact surface, low reflected echo, or even no echo signal can be received. For in-service equipment and pipelines with surface rust and extremely poor coupling effect, the surface can be treated by sanding, grinding, and filing to reduce the roughness. At the same time, the oxide and paint layer can be removed to reveal the metallic luster, so that the probe and the object under test can achieve a good coupling effect through the coupling agent.
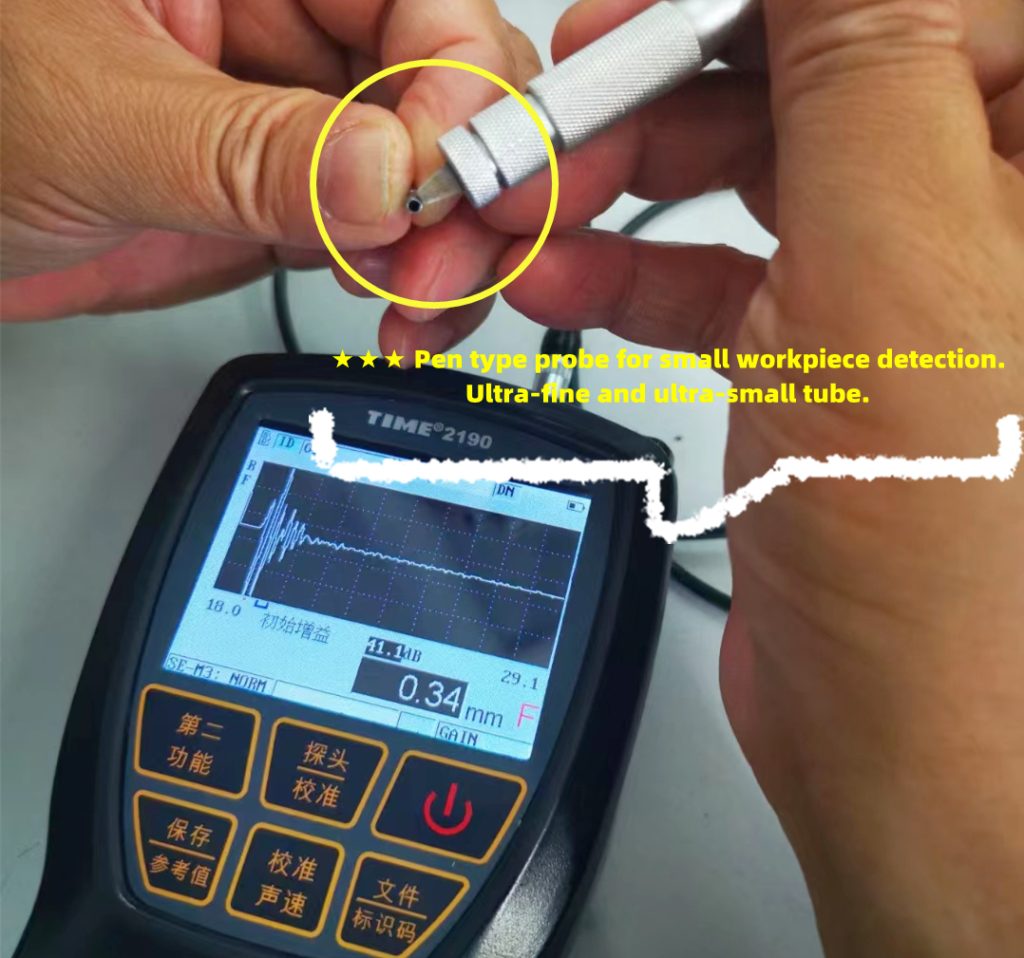
- The radius of curvature of the workpiece is too small, especially when measuring the thickness of small diameter pipes, because the surface of the commonly used probe is flat, the contact with the curved surface is point contact or line contact, and the sound intensity transmittance is low (poor coupling). The 7P6 small diameter special probe (6mm) can be used. The lower limit of the pipe material is 15mm*2mm, which can accurately measure curved materials such as pipes.
- The detection surface is not parallel to the bottom surface, and the sound wave encounters the bottom surface to scatter, and the probe cannot receive the bottom wave signal.
- Castings and austenitic steels have uneven structures or coarse grains, so when ultrasonic waves pass through them, they produce serious scattering attenuation. The scattered ultrasonic waves propagate along complex paths, which may cause echo annihilation and result in no display. The TT100 series can use a low-frequency coarse-grained special probe (2.5MHz), or use the cast iron thickness gauge TIME2134.
- The contact surface of the probe has a certain wear. The surface of the commonly used ultrasonic thickness probe is acrylic resin. Long-term use will increase its surface roughness, resulting in decreased sensitivity, which will cause incorrect display. You can use 500# sandpaper to polish the periphery of the probe to make it smooth and ensure parallelism. If it is still unstable, consider replacing the probe.
- There are a large number of corrosion pits on the back of the object being measured. Because there are rust spots and corrosion pits on the other side of the object being measured, the sound wave is attenuated, resulting in irregular changes in the readings, and even no readings in extreme cases.
- There are sediments in the measured object (such as a pipe). When the acoustic impedance of the sediment and the workpiece is not much different, the thickness gauge displays the wall thickness plus the sediment thickness, such as the scale in the pipe is in close contact with the pipe.
- When there are defects inside the material (such as inclusions, interlayers, etc.), the displayed value is obviously inconsistent with the thickness value. At this time, an ultrasonic flaw detector can be used to further detect defects.
- The influence of temperature. Generally, the speed of sound in solid materials decreases with the increase of temperature. Test data show that the speed of sound decreases by 1% for every 100°C increase in hot materials. This situation is often encountered for high-temperature in-service equipment. A special high-temperature probe should be selected (selected according to the specific temperature conditions), and ordinary probes should not be used.
- Laminated materials, composite (inhomogeneous) materials. It is impossible to measure uncoupled laminated materials because ultrasonic waves cannot penetrate uncoupled spaces and cannot propagate at a uniform speed in composite (inhomogeneous) materials. For equipment and workpieces made of multiple layers of materials, special attention should be paid when measuring thickness. The indication of the thickness gauge only indicates the thickness of the layer of material in contact with the probe.
- The influence of coupling agent. Coupling agent is used to exclude the air between the probe and the object to be measured, so that the ultrasonic wave can effectively penetrate the workpiece to achieve the purpose of detection. If the type or method of use is improper, it will cause errors or the coupling mark will flash and measurement cannot be made. Choose the appropriate type according to the use situation. When used on the surface of smooth materials, low-viscosity coupling agent can be used; when used on rough surfaces, vertical surfaces and top surfaces, high-viscosity (such as butter) coupling agent should be used. High-temperature coupling agent should be used for high-temperature workpieces. Secondly, the coupling agent should be used in an appropriate amount and applied evenly. Generally, the coupling agent should be applied to the surface of the material to be measured, but when the measurement temperature is high, the coupling agent should be applied to the probe.
- Wrong sound velocity selection. Before measuring the workpiece, preset its sound velocity according to the material type or measure the sound velocity based on the standard block. When the instrument is calibrated with one material (the test block is usually steel) and then measured with another material, an incorrect result will be produced. It is required to correctly identify the material and select the appropriate sound velocity before measurement. Generally, the thickness gauge has the function of reverse sound velocity measurement, which is called material sound velocity. The sound velocity of the workpiece can be measured before measurement.
- The influence of oxide or paint coating on the metal surface. The dense oxide or paint anti-corrosion layer produced on the metal surface is closely combined with the base material and has no obvious interface, but the propagation speed of sound in the two materials is different, which causes errors, and the error size varies with the thickness of the covering. Generally, the covering needs to be removed for thickness gauge measurement. TIME2190 can also be used for measurement.