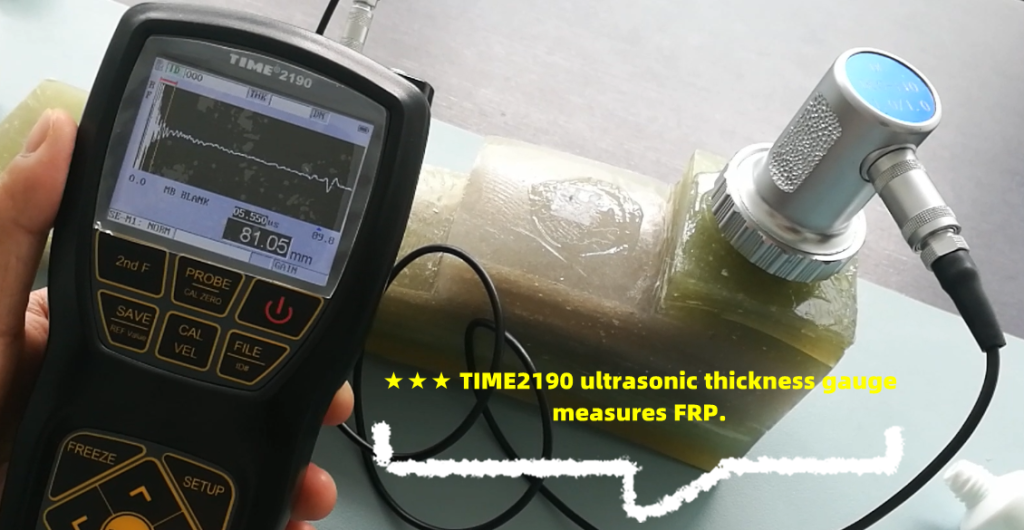
Suggerimenti per l’utilizzo dello spessimetro ad ultrasuoni.
Metodo di misurazione generale dello spessimetro a ultrasuoni (1) Utilizzare la sonda per misurare lo spessore due volte in un punto. Nelle due misurazioni, le superfici divise della sonda dovrebbero essere a 90° l’una dall’altra e il valore più piccolo viene preso come valore dello spessore del pezzo da misurare. (2) Metodo di misurazione multipunto da 30 mm: quando il valore di misurazione è instabile, prendere un punto di misurazione come centro ed effettuare misurazioni multiple all’interno di un cerchio con un diametro di circa 30 mm. Prendere il valore minimo come valore dello spessore del pezzo da misurare.
Metodo di misurazione di precisione con spessimetro a ultrasuoni Aumentare il numero di misurazioni attorno al punto di misurazione specificato e la variazione di spessore sarà rappresentata da linee di uguale spessore.
Metodo di misurazione continua con spessimetro a ultrasuoni Utilizzare il metodo di misurazione a punto singolo per effettuare misurazioni continue lungo il percorso specificato, con un intervallo non superiore a 5 mm.
Metodo di misurazione della griglia dello spessimetro a ultrasuoni Disegnare una griglia nell’area specificata e registrare la misurazione dello spessore punto per punto. Questo metodo è ampiamente utilizzato nelle apparecchiature ad alta tensione e nel monitoraggio della corrosione del rivestimento in acciaio inossidabile.
4. Fattori che influenzano l’indicazione dello spessimetro ad ultrasuoni (1) La rugosità superficiale del pezzo è troppo grande, con conseguente scarso accoppiamento tra la sonda e la superficie di contatto, basso eco riflesso o addirittura mancata ricezione dei segnali di eco. Per apparecchiature e tubazioni in servizio con corrosione superficiale ed effetto di accoppiamento estremamente scarso, la superficie può essere trattata mediante levigatura, molatura, limatura e altri metodi per ridurre la rugosità. Allo stesso tempo, lo strato di ossido e vernice può anche essere rimosso per rivelare la lucentezza metallica, in modo che la sonda e l’oggetto da testare possano ottenere un buon effetto di accoppiamento attraverso l’agente di accoppiamento. (2) Il raggio di curvatura del pezzo è troppo piccolo, soprattutto quando si misura lo spessore di tubi di piccolo diametro. Poiché la superficie della sonda comunemente utilizzata è piatta, il contatto con la superficie curva è un contatto puntuale o lineare e la trasmittanza dell’intensità del suono è bassa (scarso accoppiamento). Una speciale sonda spessimetro ad ultrasuoni per tubi di piccole dimensioni (6 mm) può essere utilizzata per misurare con maggiore precisione materiali curvi come tubi. (3) La superficie di rilevamento non è parallela alla superficie del fondo e l’onda sonora incontra la superficie del fondo e si disperde e la sonda non può ricevere il segnale dell’onda del fondo. (4) I getti e l’acciaio austenitico hanno una struttura irregolare o grani grossolani e l’onda ultrasonica produce una grave attenuazione della dispersione quando li attraversa. L’onda ultrasonica diffusa si propaga lungo un percorso complesso, che può causare l’annientamento dell’eco, con conseguente mancata visualizzazione. È possibile utilizzare una sonda speciale per grani grossi con frequenza inferiore (2,5 MHz). (5) La superficie di contatto della sonda presenta una certa usura. La superficie della sonda per spessimetro comunemente utilizzata è in resina acrilica. L’uso a lungo termine aumenterà la ruvidità della superficie, con conseguente diminuzione della sensibilità e visualizzazione errata. È possibile utilizzare carta vetrata 500# per lucidarla per renderla liscia e garantire il parallelismo. Se è ancora instabile, valutare la possibilità di sostituire la sonda. (6) Sul retro dell’oggetto da misurare sono presenti numerosi segni di corrosione. Poiché sull’altro lato dell’oggetto da misurare sono presenti macchie di ruggine e cavità di corrosione, l’onda sonora viene attenuata, con conseguenti variazioni irregolari nella lettura e, in casi estremi, addirittura nessuna lettura. (7) Sono presenti sedimenti nell’oggetto da misurare (come i tubi). Quando l’impedenza acustica del sedimento e del pezzo in lavorazione non è molto diversa, lo spessimetro visualizza lo spessore della parete più lo spessore del sedimento. (8) Quando sono presenti difetti all’interno del materiale (come inclusioni, interstrati, ecc.), il valore visualizzato è circa il 70% dello spessore nominale. A questo punto, è possibile utilizzare un rilevatore di difetti a ultrasuoni per rilevare ulteriormente i difetti. (9) L’influenza della temperatura. Generalmente, la velocità del suono nei materiali solidi diminuisce all’aumentare della temperatura. I dati sperimentali mostrano che la velocità del suono diminuisce dell’1% per ogni aumento di 100°C nei materiali caldi. Questa situazione si riscontra spesso per le apparecchiature in servizio ad alta temperatura. Dovrebbe essere utilizzata una speciale sonda per alta temperatura (300-600°C). Non utilizzare una sonda normale. (10) Materiali laminati, materiali compositi (non omogenei). È impossibile misurare materiali laminati non accoppiati perché le onde ultrasoniche non possono penetrare negli spazi non accoppiati e non possono propagarsi con una velocità uniforme nei materiali compositi (disomogenei). Per le apparecchiature costituite da più strati di materiali (come le apparecchiature ad alta pressione per l’urea), è necessario prestare particolare attenzione quando si misura lo spessore. Lo spessimetro indica solo lo spessore dello strato di materiale a contatto con la sonda. (11) L’influenza dell’agente di accoppiamento. L’agente di accoppiamento viene utilizzato per rimuovere l’aria tra la sonda e l’oggetto da misurare in modo che le onde ultrasoniche possano penetrare efficacemente nel pezzo per raggiungere lo scopo di rilevamento. Se il tipo o il metodo di utilizzo non è corretto, causerà errori o il segno di accoppiamento lampeggerà e la misurazione sarà impossibile. Scegliere il tipo appropriato in base all’utilizzo. Se utilizzato su una superficie liscia del materiale, è possibile utilizzare un agente di accoppiamento a bassa viscosità; se utilizzato su una superficie ruvida, verticale e superiore, è necessario utilizzare un agente di accoppiamento ad alta viscosità. Per i pezzi ad alta temperatura è necessario utilizzare un agente di accoppiamento per alte temperature. In secondo luogo, l’agente legante deve essere utilizzato in quantità adeguata e applicato in modo uniforme. In generale, l’agente di accoppiamento dovrebbe essere applicato sulla superficie del materiale da misurare. Tuttavia, quando la temperatura di misurazione è elevata, è necessario applicare l’agente di accoppiamento alla sonda. (12) Selezione errata della velocità del suono. Prima di misurare il pezzo, preimpostare la velocità del suono in base al tipo di materiale o misurare la velocità del suono in base al blocco standard. Quando lo strumento viene calibrato con un materiale (il blocco di prova è solitamente acciaio) e poi misurato con un altro materiale, verrà prodotto un risultato errato. È necessario identificare correttamente il materiale e selezionare la velocità del suono appropriata prima della misurazione. (13) L’influenza dello stress. La maggior parte delle apparecchiature e delle condutture in servizio sono sottoposte a stress. Lo stato tensionale dei materiali solidi ha una certa influenza sulla velocità del suono. Quando la direzione della sollecitazione è coerente con la direzione di propagazione, se la sollecitazione è di compressione, l’effetto della sollecitazione aumenta l’elasticità del pezzo e accelera la velocità del suono; al contrario, se la sollecitazione è di trazione, la velocità del suono rallenta. Quando lo stress non è coerente con la direzione di propagazione dell’onda, la traiettoria di vibrazione delle particelle viene disturbata dallo stress durante l’onda e la direzione di propagazione dell’onda viene deviata. Secondo i dati, generalmente, all’aumentare dello stress, la velocità del suono aumenta lentamente. (14) Influenza di ossidi o rivestimenti di vernice sulla superficie metallica. Sebbene il denso strato anticorrosivo di ossido o vernice prodotto sulla superficie metallica sia strettamente legato al materiale di base senza un’interfaccia visibile, la velocità di propagazione del suono nelle due sostanze è diversa, con conseguenti errori e la dimensione dell’errore varia con lo spessore del rivestimento.