Bagaimana cara melakukan deteksi cacat pada lasan pipa baja?
Metode pengujian non-destruktif konvensional meliputi: pengujian radiografi, pengujian partikel magnetik (atau kebocoran fluks magnetik), pengujian penetran, pengujian ultrasonik, dan pengujian arus eddy.
1 Pengujian radiografi (RT)
Penerapan paling awal dari metode pengujian non-destruktif, metode ini banyak digunakan untuk pemeriksaan cacat internal bahan dan produk logam dan non-logam, dengan sejarah setidaknya 50 tahun. Ini memiliki keunggulan unik yang tak tertandingi, yaitu keakuratan, keandalan, dan intuisi dalam memeriksa cacat, dan film radiografi yang diperoleh dapat digunakan untuk analisis cacat dan diarsipkan sebagai sertifikat mutu. Namun, metode ini juga memiliki kelemahan yaitu peralatan yang lebih kompleks dan biaya yang lebih tinggi, sehingga perhatian harus diberikan pada proteksi radiasi.
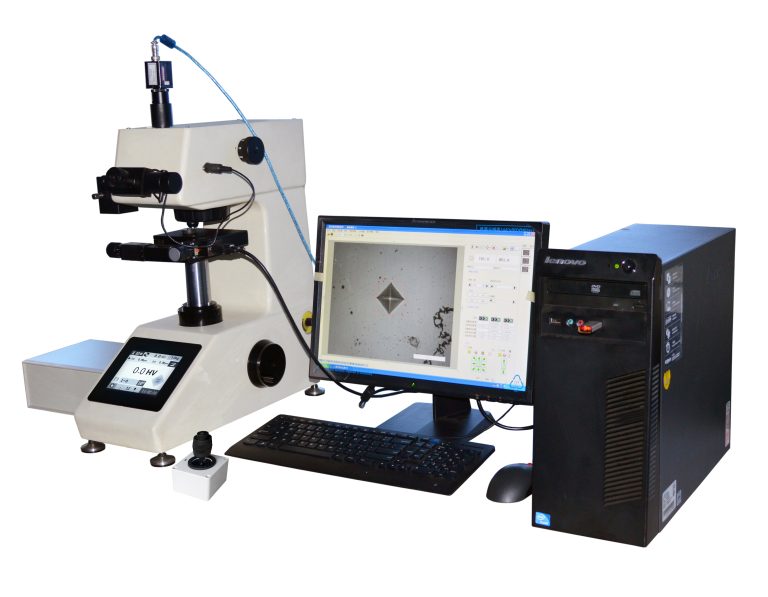
Sistem inspeksi pipa baja adalah sistem inspeksi yang dikembangkan dan diproduksi oleh perusahaan kami untuk memenuhi persyaratan inspeksi online dari berbagai lini produksi produsen pipa baja. Sistem deteksi terhubung secara mulus ke seluruh lini produksi, dan antarmuka sistem manajemen sekunder disediakan untuk beradaptasi dengan persyaratan proses kontrol dan persyaratan proses manajemen dari produsen pipa baja di lokasi. Mendukung mode deteksi manual, otomatis dan semi-otomatis. Teknologi pengenalan las otomatis memfasilitasi kontrol otomatis dalam tahap persiapan inspeksi; ia memiliki database, dan parameter pemeriksaan produk yang sama dapat dimuat secara otomatis dengan satu klik; detektor ganda dapat diperiksa pada saat yang sama, mempersingkat waktu pemeriksaan hingga setengahnya. Seluruh sistem memiliki otomatisasi dan inspeksi operasional tingkat tinggi. Ini memiliki pangsa produksi pipa baja dalam negeri yang tinggi dan merupakan pilihan terbaik bagi produsen pipa baja besar.
Fitur Sistem deteksi pencitraan real-time sinar-X untuk pipa baja jahitan lurus, sistem deteksi pencitraan real-time sinar-X untuk pipa baja spiral, dan sistem deteksi pencitraan real-time sinar-X untuk pipa baja komposit semuanya ada di tingkat terdepan di negara ini. Ini memiliki tiga mode kontrol: manual, semi-otomatis dan otomatis penuh. Spesifikasi Utama ●Diameter pipa yang berlaku: Φ76 ~ Φ3800mm, δ= 2~25mm(Fe), Lmax=20 m ●X-ray tube tegangan: 30kV-450kV ●Sistem pencitraan industri: papan pencitraan digital ●Kecepatan deteksi: 1-4m/mnt dapat disesuaikan terus menerus ●Resolusi sistem: lebih baik dari 38,5Lp/cm ●Sensitivitas terbaik sistem: 1,0-2,0%
Pengujian partikel magnetik (MT) atau pengujian kebocoran fluks magnetik (EMI) Prinsip pendeteksian didasarkan pada fakta bahwa setelah bahan feromagnetik dimagnetisasi dalam medan magnet, diskontinuitas (cacat) bahan atau produk menghasilkan medan magnet bocor, yang menarik bubuk magnet (atau mendeteksinya dengan elemen pendeteksi ) dan ditampilkan (atau ditampilkan pada instrumen). ). Oleh karena itu, metode ini hanya dapat digunakan untuk pemeriksaan cacat permukaan atau dekat permukaan bahan atau produk feromagnetik.
Uji penetrasi (PT)
Termasuk fluoresensi dan pewarnaan. Karena peralatannya yang sederhana dan pengoperasian yang mudah, ini merupakan metode yang efektif untuk mendeteksi cacat permukaan yang menutupi kurangnya pengujian partikel magnetik. Hal ini terutama digunakan untuk pemeriksaan cacat permukaan bahan non-magnetik.
Prinsip pemeriksaan fluoresensi adalah merendam produk yang diperiksa ke dalam cairan fluoresen. Karena fenomena kapiler, cairan fluoresen diserap ke dalam cacat, dan cairan permukaan dihilangkan. Karena efek fotoinduksi, cairan fluoresen memancarkan cahaya tampak di bawah iradiasi ultraviolet untuk menunjukkan cacat.
Prinsip pemeriksaan pewarnaan mirip dengan pemeriksaan fluoresensi. Mereka tidak memerlukan peralatan khusus. Mereka hanya menggunakan bubuk pengembang untuk menyedot cairan pewarna yang terserap dalam cacat keluar dari permukaan bagian untuk mengungkap cacat tersebut.
Pengujian ultrasonik (UT)
Metode ini menggunakan getaran ultrasonik untuk menemukan cacat internal (atau permukaan) pada bahan atau bagian. Menurut metode modulasi getaran ultrasonik yang berbeda, dapat dibagi menjadi gelombang kontinu dan gelombang berdenyut; menurut mode getaran dan perambatan yang berbeda, dapat dibagi menjadi empat bentuk gelombang longitudinal, gelombang transversal, gelombang permukaan dan gelombang Lamb untuk merambat pada benda kerja; menurut emisi gelombang suara Tergantung pada kondisi penerimaan, ini dapat dibagi menjadi metode probe tunggal dan multi-probe.
Pengujian arus Eddy (ET)
Prinsip pengujian arus eddy adalah bahwa medan magnet bolak-balik menghasilkan arus eddy dengan frekuensi yang sama pada bahan logam. Perubahan hubungan antara besarnya arus eddy dan resistansi spesifik bahan logam digunakan untuk mendeteksi cacat. Ketika ada cacat pada permukaan bahan logam (seperti retakan), resistansi spesifik di sana meningkat karena adanya cacat tersebut, dan arus eddy yang terkait dengannya menurun. Perubahan kecil pada arus eddy diperkuat dan ditunjukkan oleh suatu instrumen. , keberadaan dan ukuran cacat dapat terungkap.