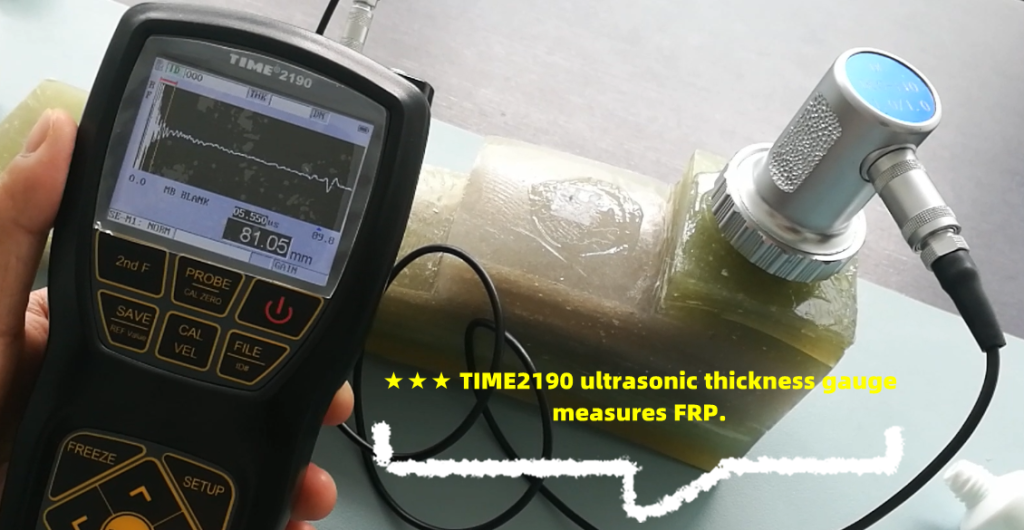
Conseils d’utilisation d’une jauge d’épaisseur à ultrasons.
Méthode de mesure générale de la jauge d’épaisseur à ultrasons (1) Utilisez la sonde pour mesurer l’épaisseur deux fois en un point. Dans les deux mesures, les surfaces divisées de la sonde doivent être à 90° l’une par rapport à l’autre, et la valeur la plus petite est prise comme valeur d’épaisseur de la pièce à mesurer. (2) Méthode de mesure multipoint de 30 mm : lorsque la valeur de mesure est instable, prenez un point de mesure comme centre et effectuez plusieurs mesures dans un cercle d’un diamètre d’environ 30 mm. Prenez la valeur minimale comme valeur d’épaisseur de la pièce à mesurer.
Méthode de mesure de précision par jauge d’épaisseur à ultrasons Augmentez le nombre de mesures autour du point de mesure spécifié et le changement d’épaisseur est représenté par des lignes d’épaisseur égale.
Méthode de mesure continue par jauge d’épaisseur à ultrasons Utilisez la méthode de mesure en un seul point pour mesurer en continu le long de l’itinéraire spécifié, avec un intervalle ne dépassant pas 5 mm.
Méthode de mesure de la grille de jauge d’épaisseur à ultrasons 4. Facteurs affectant l’indication de la jauge d’épaisseur à ultrasons
(2) Le rayon de courbure de la pièce est trop petit, notamment lors de la mesure de l’épaisseur de tuyaux de petit diamètre. Étant donné que la surface de la sonde couramment utilisée est plate, le contact avec la surface incurvée est un contact ponctuel ou un contact linéaire, et la transmission de l’intensité sonore est faible (mauvais couplage). Une sonde de jauge d’épaisseur à ultrasons spéciale pour les petits tuyaux (6 mm) peut être utilisée pour mesurer plus précisément les matériaux courbes tels que les tuyaux. (3) La surface de détection n’est pas parallèle à la surface inférieure, et l’onde sonore rencontre la surface inférieure et se diffuse, et la sonde ne peut pas recevoir le signal de l’onde inférieure. (4) Les pièces moulées et l’acier austénitique ont une structure inégale ou des grains grossiers, et l’onde ultrasonore produit une forte atténuation de diffusion lorsqu’elle les traverse. L’onde ultrasonore diffusée se propage le long d’un chemin complexe, ce qui peut provoquer l’annihilation de l’écho et entraîner l’absence d’affichage. Une sonde spéciale pour les gros grains avec une fréquence inférieure (2,5 MHz) peut être utilisée. (5) La surface de contact de la sonde présente une certaine usure. La surface de la sonde de jauge d’épaisseur couramment utilisée est en résine acrylique. Une utilisation à long terme augmentera la rugosité de sa surface, entraînant une diminution de la sensibilité et un affichage incorrect. Vous pouvez utiliser du papier de verre 500# pour le polir afin de le rendre lisse et garantir le parallélisme. Si celle-ci est toujours instable, pensez à remplacer la sonde. (6) Il y a un grand nombre de piqûres de corrosion à l’arrière de l’objet mesuré. Parce qu’il y a des taches de rouille et des piqûres de corrosion de l’autre côté de l’objet mesuré, l’onde sonore est atténuée, ce qui entraîne des changements irréguliers dans la lecture, voire aucune lecture dans les cas extrêmes. (7) Il y a des sédiments dans l’objet mesuré (comme des tuyaux). Lorsque l’impédance acoustique du sédiment et de la pièce n’est pas très différente, la jauge d’épaisseur affiche l’épaisseur de la paroi plus l’épaisseur du sédiment. (8) Lorsqu’il y a des défauts à l’intérieur du matériau (tels que des inclusions, des intercalaires, etc.), la valeur affichée est d’environ 70 pour cent de l’épaisseur nominale. À ce stade, un détecteur de défauts à ultrasons peut être utilisé pour détecter davantage les défauts. (9) L’influence de la température. Généralement, la vitesse du son dans les matériaux solides diminue à mesure que la température augmente. Les données expérimentales montrent que la vitesse du son diminue de 1 % pour chaque augmentation de 100 °C des matériaux chauds. Cette situation est souvent rencontrée pour les équipements en service à haute température. Une sonde spéciale haute température (300-600°C) doit être utilisée. N’utilisez pas de sonde ordinaire. (10) Matériaux stratifiés, matériaux composites (inhomogènes). Il est impossible de mesurer des matériaux stratifiés non couplés car les ondes ultrasonores ne peuvent pas pénétrer dans les espaces non couplés et ne peuvent pas se propager à une vitesse uniforme dans les matériaux composites (inhomogènes). Pour les équipements constitués de plusieurs couches de matériaux (tels que les équipements à haute pression à l’urée), une attention particulière doit être accordée lors de la mesure de l’épaisseur. La jauge d’épaisseur indique uniquement l’épaisseur de la couche de matériau en contact avec la sonde. (11) L’influence de l’agent de couplage. L’agent de couplage est utilisé pour éliminer l’air entre la sonde et l’objet à mesurer afin que les ondes ultrasonores puissent pénétrer efficacement dans la pièce pour atteindre l’objectif de détection. Si le type ou la méthode d’utilisation est inapproprié, cela entraînera des erreurs ou la marque de couplage clignotera et la mesure sera impossible. Choisissez le type approprié en fonction de l’utilisation. Lorsqu’il est utilisé sur une surface de matériau lisse, un agent de couplage à faible viscosité peut être utilisé ; lorsqu’il est utilisé sur une surface rugueuse, une surface verticale et une surface supérieure, un agent de couplage à haute viscosité doit être utilisé. Un agent de couplage à haute température doit être utilisé pour les pièces à haute température. Deuxièmement, l’agent de couplage doit être utilisé en quantité appropriée et appliqué uniformément. Généralement, l’agent de couplage doit être appliqué sur la surface du matériau à mesurer. Cependant, lorsque la température de mesure est élevée, l’agent de couplage doit être appliqué sur la sonde. (12) Mauvaise sélection de la vitesse du son. Avant de mesurer la pièce, préréglez sa vitesse du son en fonction du type de matériau ou mesurez la vitesse du son en fonction du bloc standard. Lorsque l’instrument est calibré avec un matériau (le bloc de test est généralement de l’acier) puis mesuré avec un autre matériau, un résultat incorrect sera produit. Il est nécessaire d’identifier correctement le matériau et de sélectionner la vitesse du son appropriée avant la mesure. (13) L’influence du stress. La plupart des équipements et pipelines en service sont soumis à des contraintes. L’état de contrainte des matériaux solides a une certaine influence sur la vitesse du son. Lorsque la direction de la contrainte est cohérente avec la direction de propagation, si la contrainte est une contrainte de compression, l’effet de contrainte augmente l’élasticité de la pièce et accélère la vitesse du son ; à l’inverse, si la contrainte est une contrainte de traction, la vitesse du son ralentit. Lorsque la contrainte n’est pas cohérente avec la direction de propagation de l’onde, la trajectoire de vibration des particules est perturbée par la contrainte pendant l’onde et la direction de propagation de l’onde est déviée. Selon les données, généralement, à mesure que la contrainte augmente, la vitesse du son augmente lentement. (14) L’influence des oxydes ou des revêtements de peinture sur la surface métallique. Bien que la couche anticorrosion dense d’oxyde ou de peinture produite sur la surface métallique soit étroitement liée au matériau de base sans interface visible, la vitesse de propagation du son dans les deux substances est différente, ce qui entraîne des erreurs, et l’ampleur de l’erreur varie avec l’épaisseur du revêtement. (13) The influence of stress. Most of the equipment and pipelines in service have stress. The stress state of solid materials has a certain influence on the sound velocity. When the stress direction is consistent with the propagation direction, if the stress is compressive stress, the stress effect increases the elasticity of the workpiece and accelerates the sound velocity; conversely, if the stress is tensile stress, the sound velocity slows down. When the stress is not consistent with the propagation direction of the wave, the particle vibration trajectory is disturbed by the stress during the wave wave, and the propagation direction of the wave is deviated. According to the data, generally, as the stress increases, the sound velocity increases slowly. (14) The influence of oxides or paint coatings on the metal surface. Although the dense oxide or paint anti-corrosion layer produced on the metal surface is tightly bonded to the base material without a visible interface, the speed of sound propagation in the two substances is different, resulting in errors, and the size of the error varies with the thickness of the covering.