Determinación ultrasónica del espesor de recipientes a presión.
1.1 Rango de medición Tabla 9-10 Tabla de clasificación de defectos por indicación de longitud mm
Grado
Espesor de la placa T
Espesor de la placa T
15-40
y gt;40~80
Ⅰ
≤10
≤1/4T
Ⅱ
≤15
≤1/3T
Ⅲ
Se refiere a aquellos cuya longitud no es mayor al Grado II
Se refiere a aquellos cuya longitud no es mayor al Grado II
Ⅲ se refiere a aquellos con longitud mayor que el nivel Ⅱ Nota: Cuando el espesor de las placas en ambos lados de la soldadura a tope sea diferente, prevalecerá la más delgada. Este capítulo se aplica a la medición ultrasónica del espesor de placas, cabezales, cilindros y boquillas de recipientes a presión utilizando medidores de espesor ultrasónicos digitales de lectura directa o detectores de fallas ultrasónicos de reflexión de pulso tipo A.
1.2 Rango de velocidad del sonido de varios materiales principales El rango de velocidad del sonido de varios materiales principales se muestra en la Tabla 10-1. Al usarlo, si es necesario, se debe medir la velocidad del sonido real del material. Tabla 10-1 Velocidad del sonido de varios materiales principales m/s Cuando se mide con una sonda recta de doble cristal, la dirección de la superficie dividida se gira 90° y el mismo punto de medición se mide dos veces. Prevalecerá el valor menor. 1.8.3 ф30mm método de medición multipunto Cuando el valor medido es inestable, la medición multipunto se realiza dentro de un rango de 30 mm con un punto de medición como centro. El valor mínimo es HE. 1.8.4 Método para medir el espesor de la pared de la tubería Cuando se mide con una sola sonda recta, la línea central de la sonda debe ser perpendicular a la línea central del eje de la tubería y pasar por el centro de la tubería. Al medir con una sonda recta de doble cristal, la línea dividida de la sonda debe ser perpendicular a la línea central del eje de la tubería.
1.3 Instrumentos y sondas 1.3.1 La precisión del medidor de espesor ultrasónico debe alcanzar ±(T por ciento + 0,1) mm, donde T es el espesor de la pared. 1.3.2 La medición de espesor ultrasónica generalmente utiliza una sonda recta de cristal único de contacto directo, y también puede usar una sonda recta de cristal único con un bloque de retardo y una sonda recta de cristal dual. 1.3.3 La medición del espesor de pared de piezas de prueba de alta temperatura requiere una sonda especial de alta temperatura. 1.4 Bloque de prueba de calibración 1.4.1 Los requisitos básicos y las dimensiones del bloque de prueba se muestran en la Figura 10-1. 1.4.2 Al medir el espesor de una pieza de trabajo curvada, se debe utilizar un bloque de prueba con la misma curvatura o se debe corregir el bloque de prueba plano. 1.5 Agente de acoplamiento De acuerdo con la condición de la superficie y la impedancia acústica de la pieza de trabajo a medir, se debe seleccionar un agente de acoplamiento sin burbujas y con la viscosidad adecuada, como glicerina, aceite de motor, silicona, vidrio soluble y pasta. Si la superficie de la pieza de trabajo es rugosa, se debe seleccionar un agente de acoplamiento más espeso. 1.6 Calibración del instrumento 1.6.1 Calibración del medidor de espesor ultrasónico a. Utilice un bloque de prueba escalonado y calibre a un espesor cercano al valor máximo del espesor a medir y al valor mínimo del espesor a medir (o la mitad del valor máximo del espesor a medir). b. Coloque la sonda en un bloque de prueba más grueso y ajuste la perilla de “calibración de velocidad del sonido” para que la lectura del medidor de espesor esté cerca del valor conocido. c. Coloque la sonda en un bloque de prueba más delgado y ajuste la perilla de “calibración cero” para que la lectura del medidor de espesor esté cerca del valor conocido. d. Ajuste repetidamente para que ambos extremos del rango obtengan lecturas correctas y el instrumento esté depurado. e. Si se conoce la velocidad del sonido del material, el valor de la velocidad del sonido se puede ajustar de antemano y luego, en el bloque de prueba adjunto al instrumento, ajuste la perilla de “calibración cero” para que el instrumento muestre agua como el espesor de la prueba. bloque y el instrumento se depura.
1.6.2 Calibración del detector de fallas ultrasónico a. Igual que 1.6.1 a. b. Coloque la sonda en un bloque de prueba más grueso y ajuste la perilla de “rango de escaneo” del instrumento hasta que el eco de la superficie inferior aparezca en la posición de escala correspondiente.
c. Coloque la sonda en un bloque de prueba más delgado y ajuste la perilla de “escaneo retardado” del instrumento hasta que el eco de la superficie inferior aparezca en la posición de escala correspondiente.
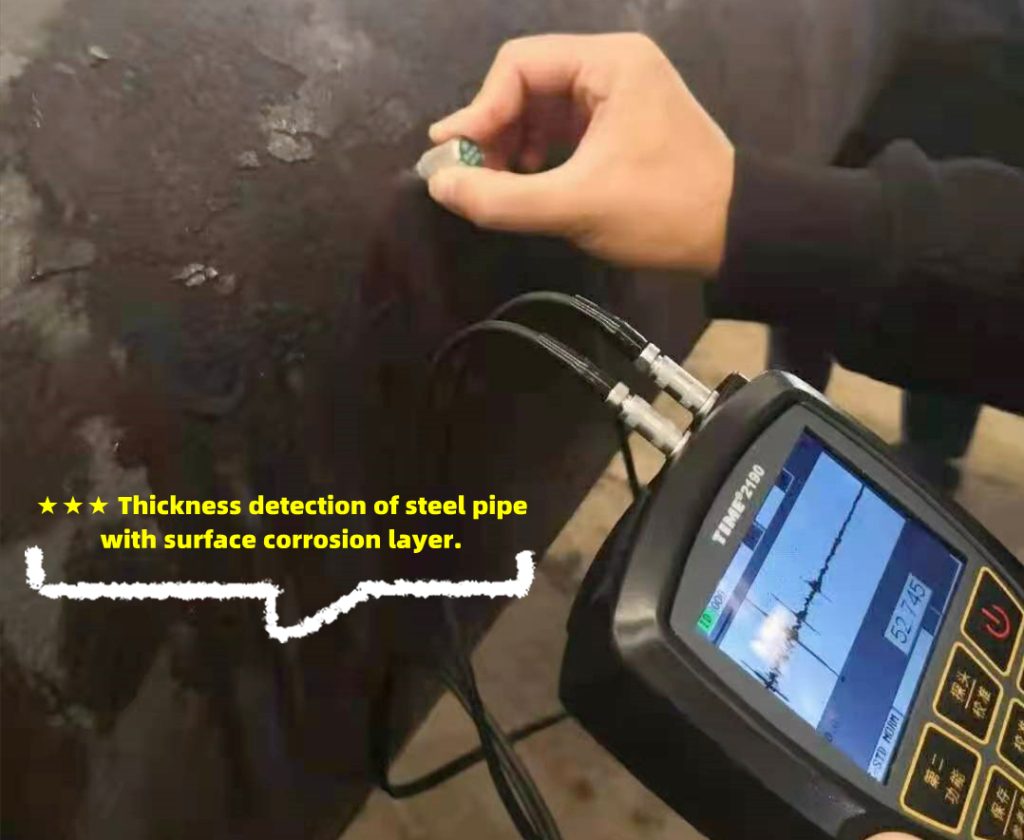
d. Repita el ajuste hasta que el eco de la superficie inferior en los bloques de prueba gruesos y delgados aparezca en la posición de escala correcta y el instrumento esté ajustado. 1.7 Preparación de la medición El óxido flotante, las incrustaciones o los recubrimientos parcialmente desprendidos en la superficie de medición deben limpiarse y, si es necesario, pueden pulirse adecuadamente con una muela abrasiva. 1.8 Método de medición El método de realizar solo una medición en el punto de medición generalmente se aplica a sondas rectas de monocristal. 1.8.2 Método de medición secundario
1.9 Tratamiento de valores de medición anormales Cuando se utiliza un medidor de espesor ultrasónico para medir, en ocasiones pueden aparecer valores anormales, que deben manejarse adecuadamente. 1.9.1 Ningún valor mostrado Si el radio de curvatura de la pieza de trabajo es demasiado pequeño o hay muchas picaduras en la parte posterior, el medidor de espesor no mostrará un valor. En este momento, se debe utilizar un detector de defectos ultrasónico para la medición auxiliar. 1.9.2 El valor mostrado es aproximadamente el doble del espesor real El espesor de la pared de la pieza de trabajo es inferior a 3 mm y la parte posterior es relativamente lisa. Para evitar que el valor mostrado en el medidor de espesor sea a veces el doble del espesor real, se debe utilizar una sonda de rango pequeño o una sonda especial. 1.9.3 El valor mostrado es menor que el espesor real Cuando hay defectos internos como inclusiones y capas intermedias, el valor mostrado del medidor de espesor suele ser inferior al 70 por ciento del espesor nominal. En este momento, se debe utilizar un detector de defectos ultrasónico para detectar el área alrededor del punto de medición y confirmar si está afectada por el defecto. La sonda puede ser recta o oblicua. 1.10 Informe El informe incluirá al menos el siguiente contenido: a. Nombre de la pieza, material, número y unidad de puesta en servicio; b. Modelo de instrumento, sonda, bloque de prueba, agente de acoplamiento y método de medición; G. Ubicación y datos de medición, croquis de ubicación de medición, valores máximos y mínimos de los datos de medición, d. Operador, corrector; e. Fecha de medición.