Allgemeine Prozessabläufe für die Ultraschall-Phased-Array-Prüftechnik.
In den letzten Jahren ist die Ultraschall-Phased-Array-Prüfung zu einem heißen Thema geworden. Im Ausland befindet sich die Phased-Array-Testtechnologie in einem relativ ausgereiften Stadium, und diese Technologie wurde für zerstörungsfreie Tests in verschiedenen wichtigen Bereichen eingesetzt. Obwohl sich in China die Ultraschall-Phased-Array-Detektionstechnologie rasant entwickelt hat und große Instrumentenhersteller Phased-Array-Detektionsgeräte auf den Markt gebracht haben und über die Technologie heftig spekuliert wurde, befindet sich die Technologie in China noch in der Entwicklungsphase.
Für die Prüfung der Ultraschall-Phased-Array-Technologie im Inland fehlen von verschiedenen Branchen anerkannte Prüfstandards, und es gibt keinen vollständigen Satz von Richtlinien für die Ultraschall-Phased-Array-Prüftechnologie. Obwohl Ende 2013 der „Entwurf für Kommentare zu Phased-Array-Ultraschallprüfmethoden“ veröffentlicht wurde, der eine gewisse richtungsweisende Bedeutung für die Umsetzung von Phased-Array-Prüfungen hat, wurde der Standard bis vor anderthalb Jahren noch nicht offiziell veröffentlicht und umgesetzt. . Daher wurden Phased-Array-Tests von verschiedenen Branchen in China noch nicht anerkannt.
1.Allgemeine Grundsätze Dieses Verfahren eignet sich für die Phased-Array-Ultraschallprüfung von vollständig durchdringenden schmelzgeschweißten Stumpfschweißverbindungen und Rohrsitzkehlnähten aus Kohlenstoffstahl und niedrig legierten Stahlbasismetallen mit einer Dicke von 8 mm bis 120 mm. Dieses Verfahren eignet sich nicht für die Ultraschallprüfung von Stumpfschweißverbindungen von Stahlrohren mit einem Außendurchmesser von weniger als 32 mm, von Rohrsitz-Kehlnähten mit einem Innendurchmesser von weniger als oder gleich 200 mm und auch nicht für die Längsprüfung von Stahlrohren mit einem Außendurchmesser weniger als 250 mm oder ein Verhältnis von Innen- zu Außendurchmesser weniger als 80 %. Ultraschallprüfung von Schweißverbindungen.
Personalqualifikation 2.1 Personal, das sich mit Phased-Array-Ultraschallprüfungen beschäftigt, sollte eine besondere Qualifikation der Stufe II oder höher gemäß den Anforderungen der relevanten technischen Sicherheitsspezifikationen erwerben, bevor es Prüfarbeiten gemäß der entsprechenden Qualifikationsstufe durchführen und entsprechende technische Verantwortlichkeiten tragen kann. 2.2 Das Personal für Phased-Array-Ultraschallprüfungen sollte mit der verwendeten Prüfausrüstung vertraut sein und die theoretischen und praktischen Prüfungen bestehen, bevor es mit Prüfarbeiten beginnen kann. 2.3 Das Personal für Phased-Array-Ultraschallprüfungen sollte über praktische Prüferfahrung verfügen und bestimmte Grundkenntnisse über den Aufbau und die Herstellung von Druckgeräten beherrschen.
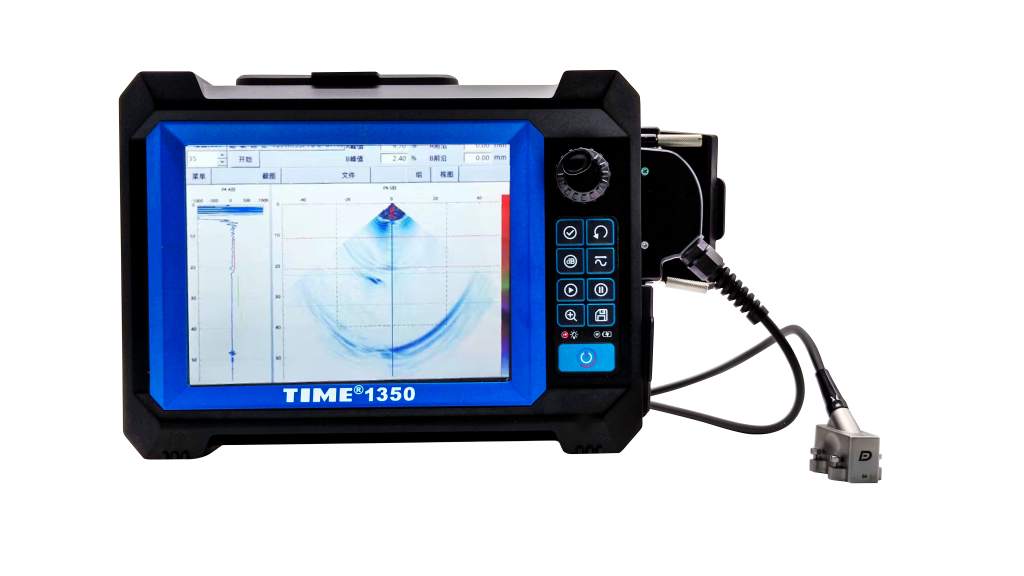
Instrumente, Sonden, Testblöcke und Koppelmittel 3.1 Phased-Array-Instrumente 3.1.1 Das Ultraschall-Phased-Array-Gerät sollte vom Impuls-Echo-Typ sein, über eine dB-Einstellfunktion verfügen, der Mindesteinstellwert beträgt 1 dB und mehrere unabhängige Impulsempfangskanäle umfassen. Das System soll in der Lage sein, B-Scan-Bilder und S-Scan-Bilder zu erzeugen, anzuzeigen und zu speichern. 3.1.2 Phased-Array-Instrumente sollten über eine Software zur Einstellung der Fokussierungsgesetze verfügen. 3.1.3 Das Phased-Array-System sollte in der Lage sein, Scandaten zu speichern und zu archivieren. Daten können auch gespeichert werden, indem das Instrument an einen tragbaren Computer angeschlossen wird. 3.1.4 Das Phased-Array-System sollte einer Kalibrierung, Selbstkalibrierung und regelmäßigen Überprüfung unterzogen werden. 3.1.5 Das Instrument sollte in der Lage sein, Ultraschallwellen mit einer Nennfrequenz von 1 MHz bis 10 MHz zu senden und zu empfangen. 3.1.6 Das Instrument sollte in der Lage sein, das A-Bild zu digitalisieren. 3.1.7 Das Instrument muss mit einer Winkelamplitudenkompensationsschaltung (ACG) und einer Distanzamplitudenkompensationsschaltung (TCG) ausgestattet sein. 3.2 Phased-Array-Sonde 3.2.1 Die Kopplungsmethode der Phased-Array-Sonde und des Keils während der Kalibrierung muss mit der während der Erkennung übereinstimmen. 3.2.2 Die zur Erkennung von Schweißnähten verwendete Phased-Array-Sonde ist eine Linear-Array-Sonde. 3.2.3 Die Auswahl der Anzahl, Größe und Neigung der Array-Elemente in der Phased-Array-Sonde sollte entsprechend den Anforderungen der Verwendung bestimmt werden. 3.2.4 Die Anzahl der Array-Elemente in der verwendeten Sonde darf die maximal einstellbare Anzahl von Array-Elementen des verwendeten Phased-Array-Geräts nicht überschreiten. 3.2.5 Wenn ein brechender akustischer Keil zur Steuerung der Richtung des Schallstrahls verwendet wird, sollte die Auswahl des Neigungswinkels des Keils auf den folgenden Grundsätzen basieren: Der Scanbereich der Detektionstechnologieanwendung darf den des Herstellers nicht überschreiten empfohlene Grenzwerte für die Sonde und den Schallwellentyp. 3.3 Überprüfung der Betriebsleistung des Phased-Array-Sondenchips Wenn Inspektoren Zweifel an den Betriebsfähigkeiten eines bestimmten Elements haben, überprüfen Sie die Elementleistung der Phased-Array-Sonde. 3.4 Testblock 3.4.1 Standardtestblöcke sind CSK-ⅠA, CSK-ⅡA, CSK-ⅣA, GS, Testblöcke mit flachem Boden, Testblöcke vom Typ A, Testblöcke vom Typ B usw. 3.4.2 Verwenden Sie zum Testen gekrümmter Oberflächenteile Vergleichstestblöcke entsprechend der Form des Werkstücks. 3.4.2 Prüfblöcke zur Simulation von Schweißfehlern werden zur Überprüfung des Prüfprozesses verwendet. 3,5 Das Kopplungsmittel ist Motoröl, Paste, Wasser oder ein anderes Ultraschallkopplungsmittel, das die Erkennungsoberfläche nicht beschädigt. Das bei der eigentlichen Detektion verwendete Kopplungsmittel sollte dasselbe sein wie das, das bei der Einrichtung und Kalibrierung des Detektionssystems verwendet wurde.